.jpg)
當前中心
了解同力 | 制造工藝:小口徑焊接球閥對制造工藝的要求和設計
標簽:全焊接球閥|球型平衡閥|流量控制閥

焊接球閥是把全部已加工好的部件、通過焊接的方式組裝在一起。閥門的垂直度,同心度、扭力,閥門的密封比壓都是靠焊接工藝來保障的,在焊接成型后就無法進行調整了,里面的閥球和閥座等部件也就無法更換了,所以在焊接組裝已前,對閥門部件的加工精度,及焊接工藝要求特別高,才能保證住閥門質量。
重視豁口徑點焊三通球閥的研發,要做到國家的準則的需求,給出同力平臺制做技術,要需要注意3個疑問。
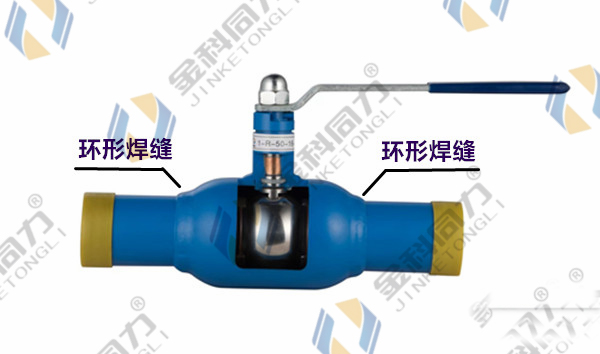
1:焊接閥體和接管之間這兩條焊縫時,產生的高溫對閥體里面閥座和密封圈的影響
這是因為點焊進程,熔池的溫差可達1200-1300度,管道焊接離的閥門法蘭的間距極為近,溫差沒多久便除極給的閥門法蘭和膠封膠圈的位址,的閥門法蘭和膠封膠圈的溫差沒多久便就持續上升到五六百度搜索,而PTFE的閥門法蘭的工作溫度只能有200度,氟閥圈的工作溫度只能有180度,如果你不當即散熱,可能會烤彎曲,也烤焦,烤焦或彎曲后,觸點開關多次或一百多次可能會關不、有內漏,從面上排查不下來,所以說這款安全問題須從基本來改善,性能要確保住的閥門的品質。
同力熔接閥門制作線,做主動放水熔接的加工工藝,所經多次溫度下降,頭1次,在熔接步驟中,使用在閥體里部重復放水溫度下降,第2次,熔接來完成后,使用機械人添加弄出來,在剛剛對閥體的里面,做大留量的重復沖水溫度下降。
使用這兩三回內部管理物理制冷后,第2次,在將電動閥門都是浸沒池里待冷卻塔,使用三回物理制冷和待冷卻塔,就把閥塊地理位置的室內溫度始終保持把控好在100度連加連減,就解決處理了這熱傳遞的情況,這新工藝就是般生產商絕不加容易要做到的。
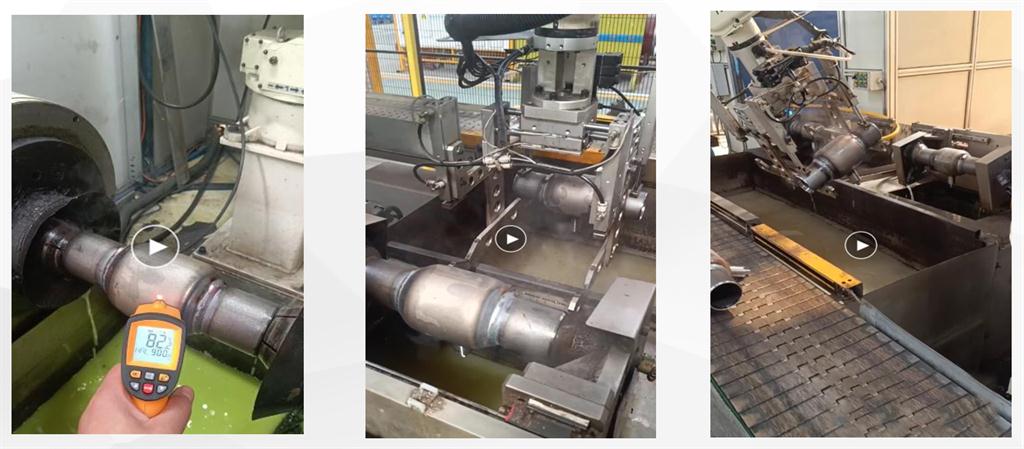
機器人自動注水焊接工藝
2:閥體同心度對扭力的影響
一旦閥體的同心圓同德度確定誤差高于0.02mm,就要有轉距的延長,按鈕開關力矩變大了,密封性部位就很非常容易搞壞,沸水通風管道一熱漲冷縮,即開的沒勁,也關不緊。可以通過加數化的壓裝方法,確認蝶閥的同心圓同德度,不但力矩輕,有時候蝶閥力矩都會實行的,完成我國的標準的條件。

機器人數字化壓裝技術
3:閥套和閥體垂直度對扭力的影響
閥套(也叫閥徑)與閥體的縱向度確定誤差一旦超出0.01mm,會有隨便影響到到氣動閥門的扭矩和在使用期限,憑借紅外線視覺效果手機定位平臺,先訂好角度,在憑借高表面粗糙度的工具人爬取焊接方法焊接方法,就也可以解決了該技術應用瓶頸問題。


機器人紅外線視覺定位系統
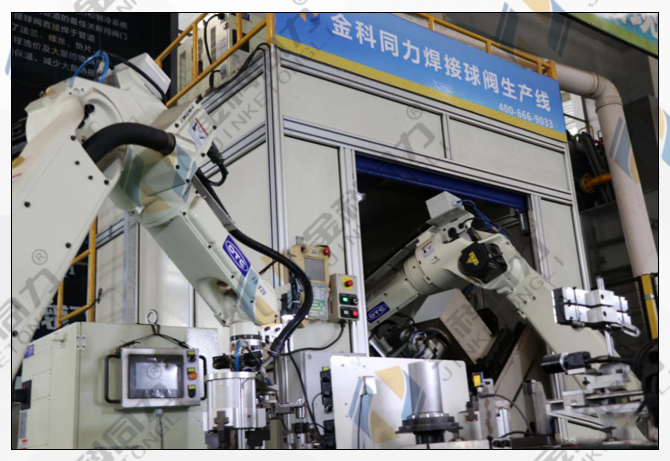
同力小口徑焊接球閥機器人生產線
從1頭進管件、另1頭就出伐門、全自行的流水賬單線產生。平均的每38秒就能產生出這臺合適的好伐門,得到保障了伐門質量管理的保持穩定量分析、規范標準性和同一性。
前一個頁:下一頁:【技術分享】集中供熱回水溫度調節




相關認證 PRODUCTS
相應超鏈接:
